






Taking a medium-magnification microscopic objective lens as an example and combining practical experience, this article conducts an analysis from three aspects: optical cold processing, structural design, and assembly technology.
I. Basic Information and Core Viewpoint
- Core Viewpoint: Although the optical design of high-end lenses is important, the manufacturing, assembly, and testing processes that transform the design into a product are even more critical.
II. Optical Cold Processing
- Definition: Through processes such as cutting, rough grinding, fine grinding, polishing, edge grinding, coating, and cementing, optical glass raw materials are processed into optical lenses that meet the precision requirements specified in the drawings.
- General Domestic Processing Precision:
- Outer diameter tolerance: Approximately -0.02~0 mm;
- Center thickness tolerance: Approximately ±0.02 mm;
- Eccentricity: Approximately 2 minutes of arc;4. (surface accuracy grade): Approximately Grade 3;
- Local (local surface accuracy): Approximately Grade 0.3;
- Reflectivity after anti-reflection coating: Less than approximately 0.5%.
- Precautions: The tolerance of lenses must be analyzed strictly, and the above precision values are for reference only. The tighter the tolerance specification, the higher the processing difficulty and workshop rejection rate; therefore, it is necessary to balance costs through tolerance analysis.
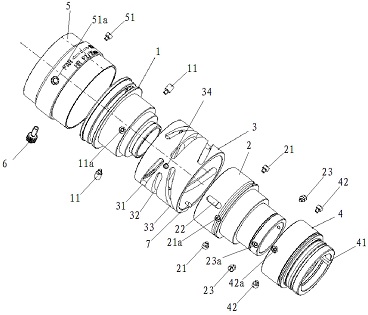
III. Structural Design (Taking a Medium-Magnification Microscopic Objective Lens as an Example)
- Core Components: Including the front group, middle group 1, front pressure cap, middle group 2, rear group, spacer ring, lens barrel, objective housing, pressure ring, spring, rear diaphragm, etc.
- Lens Fixing Method: There are 5 lenses in total. The first lens is fixed in the front group; the second and third lenses are cemented and then fixed in middle group 1; the fourth lens is fixed in middle group 2; and the fifth lens is fixed in the rear group.
- Assembly Layout: The front group, middle group 1, middle group 2, rear group, and spacer ring are placed inside the lens barrel and fixed with a pressure ring. The objective housing and front pressure cap are screwed onto the outer side of the lens barrel. A spring (for sample protection) is installed between the lens barrel and the objective housing, and the rear diaphragm is screwed into the objective housing.
- Key Design Details:
- Lenses are fixed in grouped components rather than directly in the lens barrel. This is to use an optical centering instrument to determine the mechanical axis of the components (requiring "one-cut" processing to ensure precision), align the optical axis of the lens with the mechanical axis, and then fix them with glue and exposure to improve coaxial precision.
- The fitting clearance between the front group, middle group 1, rear group, and the lens barrel must be extremely small, with the tolerance of the outer diameter and the inner diameter of the lens barrel marked at approximately 5 μm.
- The clearance between middle group 2 and the lens barrel is approximately 0.1~0.2 mm, reserving allowance for coma adjustment.
- Light-shielding threads are lathed inside the front group, middle group 1, middle group 2, rear group, and spacer ring to reduce stray light.
IV. Assembly Technology
- Core Objective: Adjusting spherical aberration, coma, astigmatism, field curvature, distortion, and two types of chromatic aberration.
- Common Method: Star Test Method
- Principle: Transmitted light is used to irradiate a glass plate coated with a thin aluminum film (partially light-transmitting) to generate a diffraction pattern, which is observed through a microscopic system equipped with the lens to be calibrated. When there is no aberration, the diffraction pattern in the field of view should be an Airy disk with thin rings. During calibration, the shape of the diffraction pattern must be observed in real time and the lens parameters adjusted accordingly.
- Correspondence Between Diffraction Patterns and Aberrations & Solutions:
- Spherical Aberration: The brightness proportion of the Airy disk is abnormal (theoretical 84%) or the diffraction rings are thick. It is necessary to lathe the lens holder or add gaskets to adjust the air gap (the adjustment position must be determined by software simulation of gap sensitivity).
- Coma: The diffraction pattern is comet-tailed. This is resolved by adjusting coaxiality (the clearance between middle group 2 and the lens barrel is reserved for this purpose). Coma is most obvious during the initial assembly of the lens and must be corrected first.
- Astigmatism: Observation requires rotating the lens. This is mostly improved by replacing the glass (often caused by excessive surface shape deviation of some glass).
- Field Curvature: Judge by observing the spot conditions in the central and edge fields of view during defocusing.
- Distortion: The diffraction pattern has an irregular shape. If it is not a design issue, it is necessary to address the surface shape of the lens.
Note on Key Terminology Translation
- (a common term in Chinese optical processing): Refers to the surface accuracy grade of optical lenses, which evaluates the deviation between the actual surface shape of the lens and the designed surface shape. It is translated as "surface accuracy grade" here to ensure clarity for international readers, as there is no direct one-to-one English term for this specific Chinese industry expression.
- Translated as "optical cold processing", the standard term in the global optical industry, referring to mechanical processing of optical materials without high-temperature melting, distinguishing it from "optical hot processing".